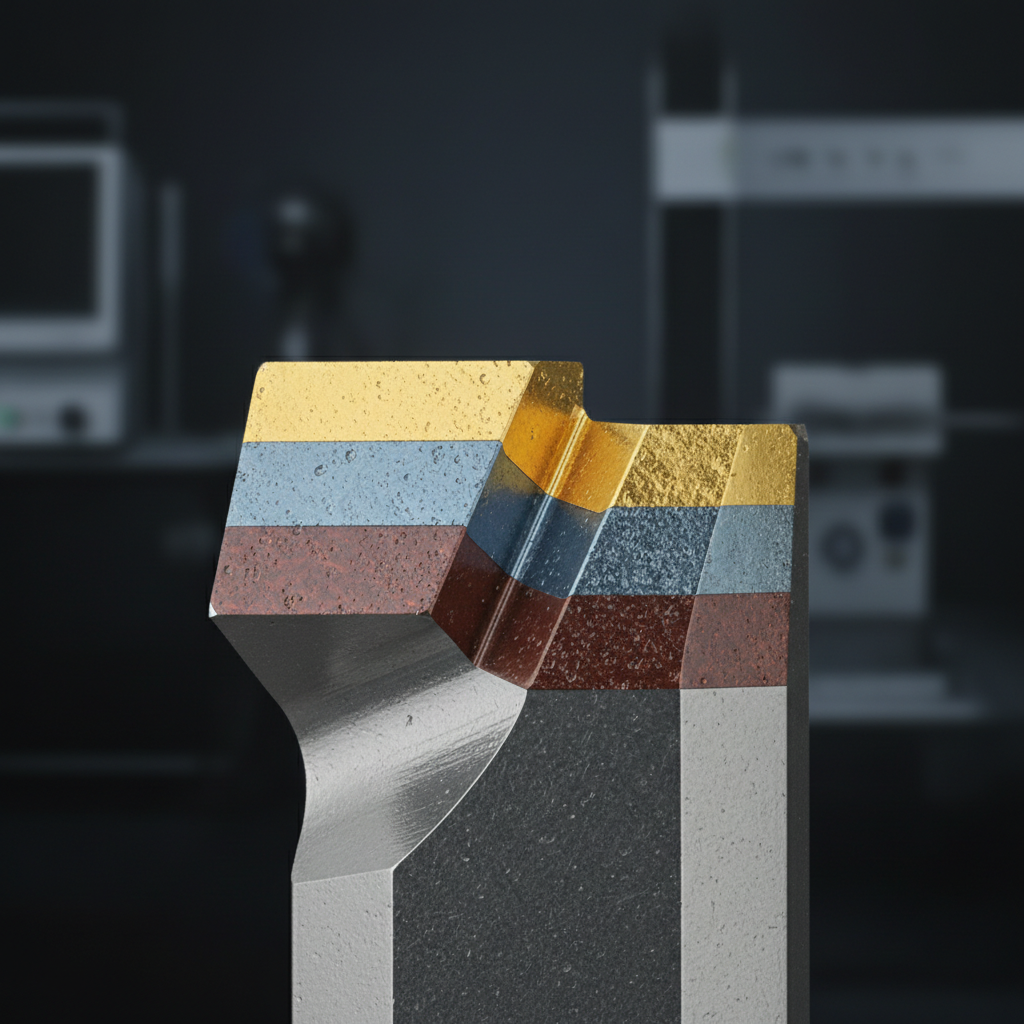
BEFORE
125 Ra μin
ROUGH PASS / Ti-6Al-4V

AFTER
16 Ra μin
FINISH PASS / COATED 4-FLUTE

TUNGSTEN CARBIDE · SINTERED AT 1,400°C
Ground to
micron tolerances.
End mills, indexable inserts, and custom blanks for aerospace, Inconel, and hardened steel. ≤5μm runout. AS9100 certified.
Scroll
PRODUCT CATALOG · 4 FAMILIES
Every grade.
Every tolerance.
200×
BEST SELLER
Solid End Mills
1,650 HV30
WC 92% · Co 8%
0.5
1,650
≤5
400


200×
Indexable Inserts
1,450 HV30
WC 88% · Co 12%
1,450
4,200
G, M, U
1,200


200×
Custom Blanks
1,500–1,750 HV30
WC 90–94% · Co 6–10%
C-200, C-400, C-600, C-900
h6 (ground)
A02 max (ISO 4505)
3–6 weeks standard
Private-Label Tool GrindingDistributor ProgramsOEM ToolingPrototype Development
200×
CUSTOM
Coated Specials
1,580–1,650 HV30
WC 90–92% · Co 8–10%
±3
HF1 (Rockwell)
3–4 weeks
Zoller + CMM ±2μm
GRADE SELECTION MATRIX
Right grade.
Right cut.
C-900 | C-600 | C-400 | C-200 | |
|---|---|---|---|---|
PREFERRED 350–400 ★ Preferred | GOOD 200–280 | GOOD 220–300 | LIMITED 100–150 | |
PREFERRED 100–140 ★ Preferred | PREFERRED 120–160 ★ Preferred | GOOD 80–120 | LIMITED 50–80 | |
PREFERRED 80–120 ★ Preferred | GOOD 60–100 | LIMITED 40–70 | — — | |
GOOD 300–450 | PREFERRED 400–600 ★ Preferred | PREFERRED 380–550 ★ Preferred | LIMITED 200–300 | |
GOOD 400–600 | PREFERRED 600–900 ★ Preferred | PREFERRED 550–850 ★ Preferred | GOOD 350–500 | |
GOOD 800–1,200 | LIMITED 600–900 | LIMITED 600–900 | PREFERRED 1,000–1,800 ★ Preferred |
GRADE SELECTION GUIDE · PDF

5-AXIS CNC GRINDING · CLIMATE CONTROLLED
SHOP FLOOR CREDENTIALS
The inspection room
doesn't lie.
AS9100:2016
Aerospace Quality
Rev D certified. Full traceability from powder lot to finished tool.
CMM ±2μm
Dimensional Inspection
Coordinate measuring machines calibrated daily. 100% first-article inspection.
DIN 69871
Runout Standard
Runout ≤5μm measured on Zoller Genius 3 tool presetter.
5-Axis CNC
WALTER / ROLLOMATIC
All fluting and edge prep on 5-axis CNC grinding centers.
Grain 0.5μm
Sub-Micron WC
Ultra-fine grain structure for edge sharpness in interrupted cuts.
72-Hour Quote
Custom Response
Application engineers respond to custom blank and special requests in 72 hours.